Flour Basics: A Guide to Understanding Wheat Flour
Flour is the primary structural component of pizza dough, yet it remains one of the most misunderstood ingredients in the kitchen. Understanding flour requires looking past the label and into the biology of the wheat kernel and the chemistry of gluten formation. This guide provides a comprehensive overview of how flour is produced, the different varieties of wheat, and the technical characteristics, from ash content to enzymatic activity, that dictate how your dough will behave
Introduction: The Science of Wheat Flour
By definition, flour is a finely ground starchy substance made by grinding the seeds or fruits of various plants, primarily grains. Popular types of flour include wheat, corn, potato, oats, rye, and spelt.
Of these, wheat flour is the most commonly used for baking, thanks to its ability to form gluten, which is essential for achieving the fluffy, high-volume baked goods that we are familiar with. Today, thousands of wheat varieties are cultivated worldwide.
Biological Structure: Endosperm, Bran, and Germ
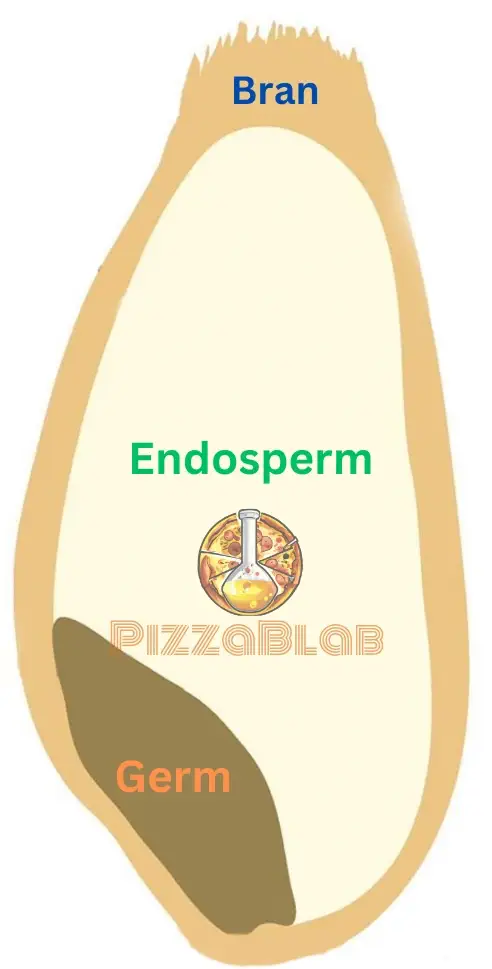
Wheat kernels are essentially the seeds of the wheat plant, and they are the part of the wheat plant that is ground into flour. A wheat kernel consists of three main parts: the endosperm, the bran, and the germ.
What we commonly refer to as ‘white flour’ is mainly composed of the endosperm. Wholemeal flours, as their name suggests, are made from the entire wheat kernel, including the bran and the germ, in addition to the endosperm.
The endosperm, which is the white part of the wheat kernel, makes up the majority of it. This is where the white color of flour comes from, as it is mostly composed of starch – typically around 70-75% of the endosperm’s composition is starch.
Additionally, protein components are “embedded” within the starch, providing a cohesive element similar to concrete. The two main proteins found in the endosperm are glutenin and gliadin, which are responsible for forming gluten.
When flour combines with water, it is the glutenin and gliadin that create the essential gluten bonds needed for baking. In fact, wheat is the only grain that contains enough glutenin and gliadin to produce gluten of adequate quality and quantity for making baked goods.
The germ is essentially the “embryo” of the wheat plant. Under suitable conditions, the germ germinates and grows into a new wheat plant.
Wheat germ is a rich source of protein, fat, vitamins B and E, and minerals – nutrients that are crucial for the germination process. It is important to note that although the germ is packed with nutritional value, the proteins it contains are not gluten-forming proteins and do not contribute to the creation of gluten in the dough; In fact, as we will see later, they actually interfere with the formation of gluten.
The germ also contains glutathione, a substance that acts as a dough softener or “natural” dough improver (more on that later).
The bran is the protective outer covering of the wheat kernel, often darker than the endosperm (although some wheat varieties have a lighter bran). It is a valuable source of dietary fiber, making up about 42% of its composition. Additionally, the bran contains protein, fat, vitamin B, and minerals. Similar to the germ, the proteins in the bran do not contribute to the formation of gluten.
During the process of flour milling, the bran and germ are separated/removed, leaving only the endosperm. What we commonly refer to as “white flour” or simply “flour”, is in fact the endosperm of the wheat kernel that has been separated from the bran and germ, and subsequently ground into powder.
Wheat Classification: Hard vs. Soft and Red vs. White
Before we proceed, it is important to clarify certain terminology:
There are two main ‘categories’ of wheat:
- “Common wheat” or “bread wheat” (Triticum aestivum), which is used to produce all types of “regular” flour.
- Durum wheat (Triticum durum), which has different characteristics and is yellow in color. It is primarily used to produce pasta flour, and is commonly known as semola or semolina.
Bread wheat, which is milled to produce “regular” white flour that we commonly refer to as “flour,” comes in varying levels of protein content, ranging from 7% to 14%.
It is important to note that in Italy and France, durum wheat is referred to as “hard” wheat, while bread wheat is referred to as “soft” wheat. However, in the US (as well as in other European countries such as the UK and, to some extent, Germany), the classification of soft/hard wheat is slightly different and is divided into three types:
- Durum wheat
- Soft wheat (low protein content)
- Hard wheat (medium to high protein content)
The table below provides a clearer understanding of the semantics:
| Italy, France | United States, United Kingdom, Germany | |
|---|---|---|
| Hard wheat (refers exclusively to durum wheat) | = | Durum wheat |
| Soft wheat (refers to any type of wheat that is not durum) | = | Soft wheat (low protein content) OR hard wheat (medium to high protein content) |
For simplicity, when I refer to soft/hard wheat in the rest of this article, I am using the American terminology.
Unless otherwise specified, when I refer to HARD wheat, I refer to bread wheat, with a medium to high protein content; Similarly, when I refer to SOFT wheat, I am referring to bread wheat, with a low protein content. Durum wheat is a separate category altogether.
I have chosen to use the American terminology because I believe it will make it easier for readers and bakers to understand the distinctions between different types of wheat and flour. However, if you live in Italy/France and come across the term “hard wheat,” do know that it refers to durum wheat.
When discussing “strong” and “weak” flours, we are referring to the protein content of the flour, as well as its ability to form gluten. Weak flours contain less protein (gluten), while strong flours contain more protein (gluten).
Wheat can be classified into five main varieties (please note that this classification is specific to the US, but is also relevant to other regions around the world):
- Hard Red Winter wheat (HRW): This type of wheat has a medium-high protein content and is primarily used for bread flour production.
- Hard Red Spring wheat (HRS): This type of wheat has a high protein content and is used for making high-gluten flour.
- Soft Red Winter wheat (SRW): This type of wheat has a low protein content and is mainly used for making cake and pastry flour.
- Hard/soft white wheat (winter and spring): This variety allows for obtaining a white-colored crumb even when grinding wholemeal flour. It is used in the production of noodles, pastries, cereals, crackers, and more.
- Durum wheat (and also red durum wheat, mainly used as fodder).
In general, flours intended for bread baking are milled from hard wheat varieties. Hard wheat has a medium-high protein content, whereas soft wheat has a low protein level. Additionally, hard wheat kernels often contain a higher level of carotenoid pigment, giving the flour ground from them a creamy color compared to the whiter color of soft wheat.
Flours milled from hard wheat will feel somewhat coarser and “grainy” due to their hard husk, making them more difficult to grind. This granularity also means that hard wheat flours are less likely to clump together, making them harder to compress. When poured, hard wheat flours have a smooth and continuous flow. The coarser grain size of hard wheat flours also makes them more suitable for use as bench flour.
Soft wheat flours often produce a weaker gluten network, making them suitable for making pastries that require a soft texture such as cakes, cookies, and more.
It is important to note that the quality of flour can vary significantly, even within each category, due to factors such as climate, geography, soil, and crop variety. In fact, the same type of wheat can exhibit different characteristics when grown in different locations or even at different times in the same location. This is why flour mills often blend multiple varieties of wheat, or the same variety from different regions and growing areas, to ensure consistent product quality throughout the year.
The Industrial Milling Process: From Grain to Powder
The production process of flour, specifically grinding, serves two main purposes:
(1) To separate the endosperm from the bran and germ
(2) To grind the endosperm into a powder
Ideally, the goal during the grinding process is to separate as much endosperm as possible while minimizing damage to the starch granules within it. However, achieving this is not simple; Despite the fact that the endosperm accounts for approximately 85% of the wheat kernel’s composition, the average extraction rate of wheat (the amount of flour actually produced) is about 72%; In other words – out of every 100 grams of wheat, only 72 grams of flour are obtained.
The production process is conducted as follows:
1. The flour mill selects wheat varieties (or a blend of different wheat varieties) based on the desired flour characteristics.
2. The wheat undergoes cleaning to remove foreign objects such as weeds, insects, small stones, etc.
3. The husk of the wheat kernel (the bran) is softened to achieve the optimal moisture level for grinding (about 16%). This softening process helps achieve a flexible bran that can be more easily separated during grinding.
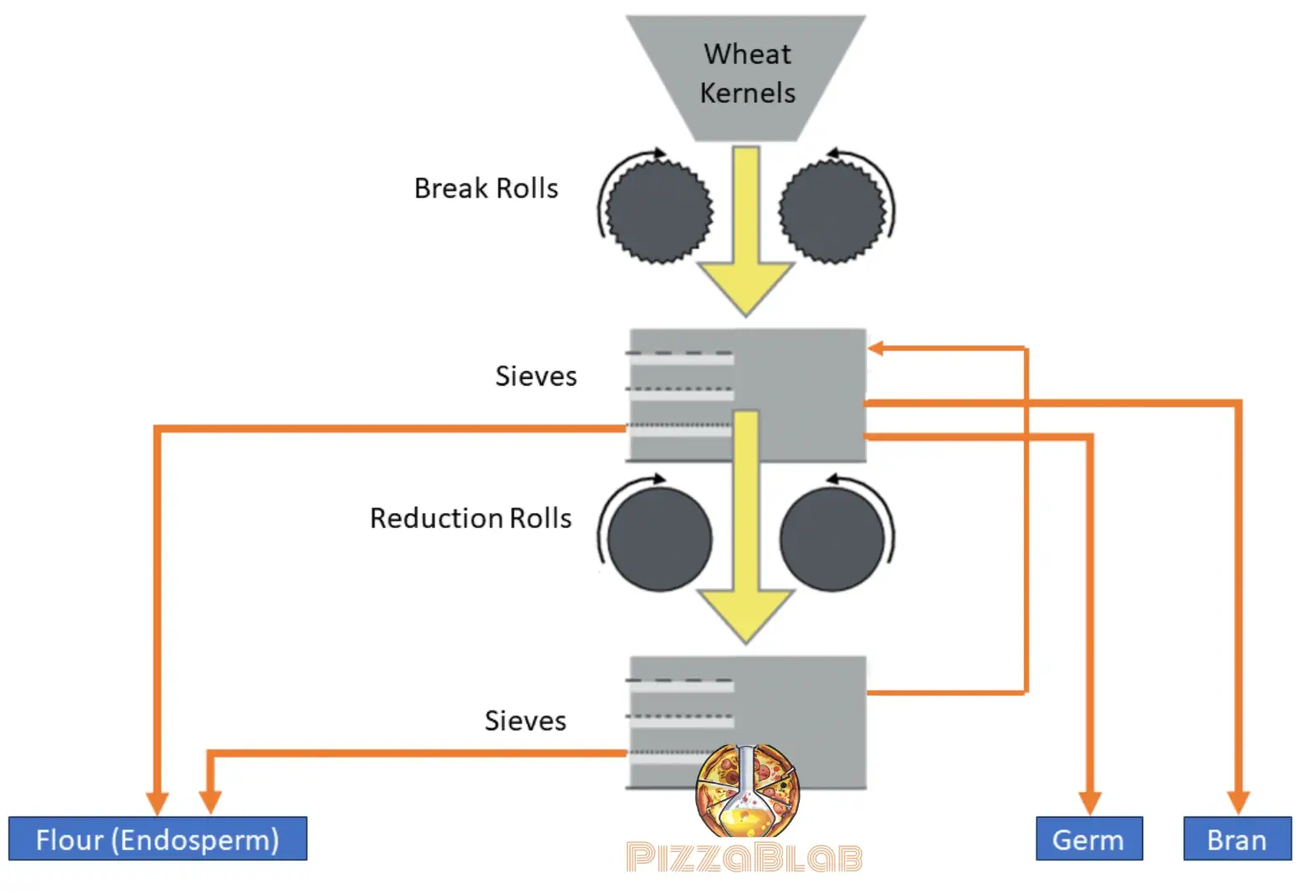
4. The clean and softened wheat is then passed through grinding rollers, which break and “crack” it to separate as much of the endosperm as possible from the bran and germ.
5. The endosperm is separated and “purified” from the bran and germ using sieves and air currents. This process yields three products: coarse granules that contain bran and endosperm together, coarse endosperm granules without bran, and fine endosperm particles, which are essentially flour.
6. The coarse endosperm granules are ground into flour by passing them through a series of specialized rollers.
Steps 5 and 6 are repeated multiple times until most of the endosperm is extracted and ground into flour.
7. The flour is either naturally aged (oxidized) by storing and exposing it to the air for 8-10 weeks, or artificially aged using oxidizing agents.
8. If necessary, additional ingredients are added to the flour based on the requirements of the final product (more details on this later). Then, the flour is packaged and stored before being distributed.
Understanding Flour Types: From Bread to Pastry
Bread Flour
Bread flour is milled from wheat with a medium-high protein content, typically ranging from 11% to 13.5%. This range is ideal for developing a strong, elastic gluten network.
While there are no official legal criteria for the “bread flour” label, it is the industry standard for baked good that require strong structural integrity and/or volume, including bread and pizza.
High-Gluten Flour
High-gluten flours are the “heavy hitters” of the baking world, usually containing 13% to 15% protein.
High-gluten flour is ideal for baked goods where a significant “chew” is the goal, such as bagels, or when maximum volume and structural integrity are required to support heavy inclusions (as seen in a panettone).
Note: Using high-gluten flour as the sole flour in your recipe can result in an overly elastic dough that resists stretching and produces a tough, chewy crust.
Cake/Cookie/Pastry Flour
Milled from soft wheat varieties, these flours have a low protein content of 7% to 9.5%.
By minimizing gluten development, they ensure a tender, delicate crumb. This makes them the go-to choice for recipes where you want to avoid elasticity and a tough/chewy texture, such as cakes, cookies, and flaky danishes.
All-Purpose (AP) Flour
As the name suggests, AP flour is a versatile middle ground. It doesn’t necessarily excel in one specific area, but its balance makes it reliable for most home baking.
Generally containing 9.5% to 11.5% protein, it is often a blend of hard and soft wheats. It provides enough structure for a rustic loaf of bread while remaining tender enough for a standard pie crust.
Whole Wheat (Wholemeal) Flour
Wholemeal flour is produced by milling the entire wheat kernel: the bran, the germ, and the endosperm.
Because the germ contains natural oils that can oxidize and turn rancid, wholemeal flour has a significantly shorter shelf life than refined white flour.
While standard wholemeal flour have a high protein count (11% to 14%), it actually produces less functional gluten than white flour. This happens for three main reasons:
- Non-Gluten Proteins: The “extra” protein is located in the bran and germ, which do not contain the gluten-forming proteins (glutenin and gliadin).
- Physical Damage: Sharp bran particles act like tiny blades, physically cutting and weakening the gluten strands.
- Chemical Interference: The germ contains compounds that can chemically hinder the bonding of gluten proteins.
Consequently, 100% wholemeal doughs are much denser and darker, with a robust, nutty flavor. To get the best of both worlds, many bakers blend whole wheat with white bread flour to maintain a better rise and a softer texture.
Durum Wheat (Flour/Semolina)
Durum wheat (Triticum durum) is a distinct species of wheat known for its high protein content, yellow color, and hard kernel.
For a detailed read on durum wheat, see: Durum Wheat in Pizza Dough: Understanding Its Impact on Flavor and Texture.
Flour Types Comparison Table
| Flour Type | Protein Content | Best For |
| Cake / Pastry | 7% – 9.5% | Tender cakes, flaky biscuits, and delicate cookies. |
| All-Purpose | 9.5% – 11.5% | General home baking, muffins, and some pizza styles. |
| Bread Flour | 11% – 13.5% | Standard bread loaves and most pizza doughs. |
| High-Gluten / Manitoba | 13% – 15% | Bagels, High-structural/volume bakes like Panettone. |
| Whole Wheat | 11% – 14% | Hearty, nutritious breads (best when blended with white flour). |
The Biochemical Role of Starch and Gluten
Flour is one of the two main ingredients that provide structure in baked goods (the other being eggs). This structure is what allows baked goods to gain volume during fermentation and baking.
The structure provided by flour relies on two main components: gluten and starch, and the dominance of either component in providing structure depends on the type of baked good and flour used.
For example, cake flours barely form any gluten, so starch becomes the primary contributor to the structure of the baked goods. On the other hand, in baked goods with low dough hydration, such as pie crusts or cookies, gluten becomes the main structural element due to the low water content, which prevents the starch from fully gelatinizing during baking.
Interestingly, even in baked goods that require a strong gluten structure such as breads, gluten is not necessarily the most crucial component in providing structure.
In bread, for example, both gluten and starch play significant roles in giving it its structure; Gluten creates an elastic structure during fermentation, allowing the trapping of gases and the physical rise in volume, while starch gelatinazation plays a vital role during baking.
The Role of Gluten in Baking
Gluten is the structural backbone of dough, acting as the complex network that allows it to rise, retain fermentation gases, and maintain its shape.
For a detailed read on gluten and it’s role in baking, see: Understanding Gluten: The Structural Foundation of Great Pizza Dough.
The Role of Starch in Baking
While gluten provides the “stretchy”, structural backbone of dough, starch serves as its primary building block. It plays several critical roles in the baking process:
- Structure and Bulk: As the main component of flour (70-80%), starch provides the physical volume and final crumb texture of the baked good.
- Setting the Structure: During baking, starch undergoes gelatinization. As it heats up, it absorbs moisture from the gluten in the cell walls, causing the gluten to “dehydrate” and set. This process is what provides baked goods with structure, and prevents them from collapsing as they cool.
- Water Absorption: Starch is responsible for absorbing most of the water in a dough – typically between 25% and 50% of its own weight.
- Fuel for Yeast (Damaged Starch): During the milling process, some starch granules become “damaged.” This is actually beneficial, as it allows amylase enzymes to break the starch down into simple sugars, providing an essential food source for the yeast and bacteria.
- Gluten Regulation: Starch acts as a “buffer” that dilutes the gluten network, ensuring the final product isn’t excessively tough or rubbery.
- Staling and Retrogradation: As a baked good cools and ages, a process called starch retrogradation occurs. The starch molecules gradually “uncurl” and realign, forcing out the trapped water through evaporation. This is why bread loses its softness and eventually becomes hard and dry.
Key Technical Characteristics of Flour
Each type of flour has distinct characteristics that arise from the composition and properties of the wheat used for its production. Apart from protein content, there are other parameters that can only be assessed by examining the technical data provided by the flour mill. This information is not always disclosed to the public and is sometimes available on the mill’s website.
The following sections will discuss the key characteristics of flour.
Protein Content and Gluten Potential
One aspect that greatly interests us as bakers is the protein content in flour, particularly that of gluten-forming proteins (glutenin and gliadin). Generally, glutenin and gliadin make up about 80% of the proteins in the endosperm. Therefore, when discussing white flour, the total protein content provides us with a reliable indication of the “gluten potential” of a flour, as a higher protein content typically corresponds to a higher content of gluten-forming proteins.
The proteins present in the flour, including those that do not form gluten, also contribute to the flour’s ability to absorb water. Approximately one-third of the water in the dough is absorbed by proteins, while another half is absorbed by starch, and the remaining third is absorbed by pentosan gum, a type of polysaccharide.
While starch can absorb between a quarter to half of its weight in water, the proteins in flour can absorb 1-2 times their own weight in water. Therefore, even small changes in the protein content of the flour can significantly impact its water absorption capacity. This allows us to determine the flour’s water absorption capacity by examining its protein content – the higher the protein content, the greater the water absorption capacity.
However, it is important to note that when it comes to gluten, the total protein content in the flour, does not necessarily reflect the quality of the protein. There may be cases where a flour has a high protein content, but the resulting gluten is of low quality, compared to a flour with lower protein content but higher protein quality.
The classification of flours based on their types and protein content can be broadly categorized as follows:
| Flour Type | Protein Content |
|---|---|
| Cake Flour | 8.5% or lower |
| Pastry Flour | 8.5-9.5% |
| All-Purpose Flour | 10-11% |
| Bread Flour | 11-13% |
| High Gluten Flour | 13% or higher |
In general, the protein content of wheat is directly related to the hardness of its kernel. Wheat with a hard kernel (“hard wheat”) typically has a medium-high protein content, while wheat with a soft kernel (“soft wheat”) has a low protein content. When baking bread & most styles of pizza, it is generally preferable to use flour with a medium-high protein content.
In addition to the variety of wheat, the protein content in both wheat and flour is greatly influenced by growing conditions and weather; In fact, weather conditions have a greater potential impact on protein content than the type of wheat itself. For example, cold weather or a rainy season can both result in wheat with lower protein content.
Hydration Capacity and Water Absorption
The water absorption capacity of flour, as specified in its technical specifications, refers to the percentage of water needed (relative to the weight of the flour) to achieve an optimal dough consistency for baking. This measurement is obtained through a laboratory test called the Farinograph.
It is important to note that this value is relative, and does not reflect the actual water absorption capacity of the flour in practical dough-making scenarios. Instead, it serves as a comparative figure obtained through a specific laboratory test, allowing for comparisons between different flours. For example, a flour with a water absorption capacity of 60% will be able to absorb more water compared to a flour with a water absorption capacity of 55%, however, it does not mean that both flours can only absorb up to the specified water absorption value given in the technical data.
Generally, the water absorption capacity of most bread flours falls within the range of 57-65%. While there are other factors that can influence the water absorption capacity of flour, such as the ash content, a higher water absorption capacity is often associated with a higher protein content.
Enzymatic/Diastatic Activity in Flour
Enzymatic activity, specifically diastatic activity, is the process by which enzymes in flour convert starch into fermentable sugars. This process is the primary driver of yeast fermentation and crust browning.
For a detailed read on enzymatic activity in flour, see: Enzymatic Activity (Alpha-Amylase) in Flour: Understanding its Impact on Dough and Baking.
The Role of Damaged Starch in Dough
Damaged starch is a critical component of flour that dictates how it interacts with water and how it behaves during fermentation.
While most starch granules remain intact after milling, the small percentage that is physically fractured becomes the primary “access point” for enzymatic activity and sugar production.
For a detailed read on damaged starch and its influence on dough performance, see: Damaged Starch in Flour: The Invisible Factor Affecting Dough Performance.
Protease Enzymes and Gluten Degradation
Protease enzymes are the biological “scissors” of the baking world. Naturally present in flour and produced by yeast during fermentation, these enzymes break down proteins into simpler amino acids, weakening the gluten structure and “relaxing” the dough.
For a detailed read on protease enzymes and its influence on dough performance, see: Protease Enzymes in Pizza Dough Explained: Their Impact on Dough Handling, Texture, and Flavor.
Ash Content
Ash content is a technical specification used by millers to classify flour based on its degree of refinement. By measuring the mineral-rich bran remaining after the milling process, ash content provides a blueprint of the flour’s ‘purity’.
For a detailed read on ash content and its influence on dough, see: What is Ash Content in Flour? Classification & Impact on Dough.
The Alveograph Test & W Index (Flour Strength)
The Chopin Alveograph is a precision laboratory instrument used to analyze the rheological performance of flour. By inflating a dough sample into a bubble until it bursts, the test provides a theoretical profile of a flour’s strength and the balance between elasticity and extensibility.
For a detailed read on the Alveograph test and the W rating, see:
- The Chopin Alveograph Test Explained: Measuring Flour Strength and Rheological Properties
- Understanding Flour W Rating: The Definitive Guide for Pizza Makers
Dough Conditioners, Additives, and Flour Improvers
Dough conditioners” or “flour treatment agents” are common tools used to achieve consistency and specific textures and handling properties in baking.
For a detailed read on dough conditioners, see: A Guide to Dough Conditioners and Flour Additives: Types, Functions, and Essential Information.
Does Flour Need to Be Sifted?
Unless you want to ensure that there are no non-flour materials (such as insects, sand etc.) due to kosher or other considerations, there is no need to sift flour. Sifting will not increase the flour’s water absorption, and other than removing non-flour materials, it is entirely unnecessary.
*The only exception is when baking cakes – sifting the flour guarantees that no large lumps will form in the batter, which would be challenging or impossible to break down later on.
How to Correctly Store and Handle Flour
Flour should be stored covered and sealed, in a cool and dry environment.
All types of flour have a limited shelf life. In most cases, flour manufacturers recommend not storing flour for more than six months to a year. The primary process that occurs in flour stored for an extended period is the oxidation of its natural fat due to exposure to air, which can result in a rancid taste and unpleasant aftertastes resembling cardboard.
While wholemeal flours tend to oxidize faster due to their higher fat content from the bran and germ, even the smallest amount of fat found in white flour (about 1%) will eventually oxidize and turn rancid. The change in taste is only superficial and does not necessarily make the flour dangerous or unfit for use and consumption, however, it is advisable to prevent this situation by storing the flour properly.
Additionally, flour is hygroscopic and absorbs moisture from the air; Therefore, it is important to store flour in a dry place to prevent it from absorbing moisture. Moisture absorption can lead to the formation of lumps in the flour, a decrease in its ability to absorb water, and potential problems such as attracting insects, pests, and the formation of fungi and mold.
Storing flour in the refrigerator or freezer is a great practice, especially for flour that won’t be used for a while.
However, it’s important to note that cold flour takes longer to absorb water, which will also delay gluten development during kneading; Therefore, if you store flour in the freezer, it is recommended to bring it to room temperature before using it. Keep in mind that frozen flour takes a relatively long time to thaw completely, so it’s advisable to do this at least a day before using it.
Key Takeaways
- The Wheat Kernel Trinity:
Every wheat kernel consists of the endosperm (white flour/starch), the bran (fiber/flavor), and the germ (fat/nutrients). Most pizza flours use only the endosperm, making them structurally strong but flavor-neutral. - Gluten Mechanics:
Wheat is unique because it contains the proteins glutenin and gliadin. When hydrated and mixed, these form a gluten network – the “concrete” that holds fermentation gases and provides dough its elasticity and structure. - The Role of Starch:
Starch makes up about 70–75% of flour. While gluten provides the structure, starch provides the bulk. During baking, starch granules undergo gelatinization, setting the structure of the crumb. It also serves as the primary sugar source for yeast once broken down by enzymes. - Soft vs. Hard Wheat:
This classification refers to protein content. Hard wheat (high protein) is used for bread and pizza flours requiring strength; Soft wheat (low protein) is for cakes and pastries where a tender crumb is desired. - Understanding Flour Types:
- Pastry/Cake Flour: Low protein (7–9%) for a tender, crumbly texture.
- All-Purpose Flour: A middle-ground blend (9–11% protein) for general versatility
- Bread/Pizza Flour: High protein (12–14.5%) from hard wheat. Provides the strong gluten needed for chewy textures and high-volume bread/pizza.
- The Milling Process:
Modern milling is a precise act of separation. The goal is to extract the maximum amount of “pure” endosperm while minimizing damage to starch granules. - Key Technical Characteristics:
- Ash Content: Measures the amount of bran remaining. Higher ash means more flavor and faster water absorption.
- Water Absorption: Dictates how much water the flour can hold—crucial for calculating hydration.
- Enzymatic Activity: Primarily refers to Alpha-Amylase. This enzyme breaks down starch into simple sugars. Too little activity results in poor browning and slow fermentation; too much can lead to a gummy, sticky crumb.
- Additives and Conditioners:
Commercial flours can use additives to standardize performance:- Oxidizing Agents (e.g., Ascorbic Acid): Strengthens the gluten network for better volume.
- Enzymes: Added to boost fermentation and crust color (browning).
- Bleaching Agents: Used to whiten flour and artificially “age” it for better baking performance.
- Storage and Freshness:
Flour is a semi-perishable product. Proper storage (cool, dry, airtight) prevents oxidation and “off” flavors, especially in wholemeal flours where the germ’s fats can go rancid.
Enjoyed this article? Join the BLAB
Unlock the Key Takeaways above, Get an ad-free experience on the entire site and direct, personal help with your dough or baking questions by becoming a member.






Great article, thank you very much.
In regards to the example of a technical specification sheet for flour, where did you get the rheological properties and the investigations std batch/reference data of the flours from? It looks like an application based on the screenshot but I can not identify which one you used.
Many thanks,
Ian
Hi Ian,
This is from one of Caputo’s spec sheet, for example: https://www.teopace.nl/content/2/files/774_farina-tipo-00-pizza-blu-25kg-caputo-it.pdf